-
激光切割加工與傳統(tǒng)加工工藝的區(qū)別有哪些隨著鈑金加工工藝的飛速發(fā)展�,加工工藝也是日新月異,給鈑金加工帶來了許多革命性的理念����。作為傳統(tǒng)的鈑金切割設(shè)備,主要有:數(shù)控剪床沖床火焰切割等離子切割高壓水切割這些設(shè)備在市場上占有相當(dāng)大的市場份額�,一則他們
發(fā)布時間:2023-03-02 點擊次數(shù):42
-
激光切割厚板的幾大問題激光加工作為一種先進(jìn)的材料切割手段,已經(jīng)越來越為鈑金生產(chǎn)者所接受�����。隨著計算機(jī)控制技術(shù)和光學(xué)技術(shù)的不斷進(jìn)步,人們對于其加工能力的期待也越來越高���,這種期待不僅僅是對能夠切��,更是對切得好和切得快的期待����。而能給予回答的當(dāng)然離
發(fā)布時間:2023-03-02 點擊次數(shù):43
-
減少廢棄物主如果指減少切削液的廢液量����。各公司都在致力于切削液的效化和重復(fù)循環(huán)運用等技術(shù)的開發(fā)與應(yīng)用����。在切削液長效化(長壽命化)方面,切削液的合成化是開發(fā)的項目之一����。由于合成切削液是以化學(xué)合成的油劑為基液來運用的,因此���,干式切削
發(fā)布時間:2023-02-23 點擊次數(shù):28
-
在切削過程中使用切削液���,干式切削優(yōu)點眾多���,但一方面造成了資源和能源的巨大浪費(據(jù)德國公司的統(tǒng)計資料,切削液使用費用占總制造成本的16%��,而切削刀具費用僅占總制造成本的3%~4%)���。另一方面��,切削液會對環(huán)境產(chǎn)生較嚴(yán)重的污染����,甚至?xí):と私】?
發(fā)布時間:2023-02-23 點擊次數(shù):53
-
該選用干式切削還是濕式切削?HPM微量潤滑設(shè)備代理提醒您:銑削工序本質(zhì)上是一種斷續(xù)加工過程���。這會使切削刃處的溫度在高溫(約1000℃)與低溫之間不斷地波動�����。01切削液的影響當(dāng)切削刃切入和切出時�,溫度變化會加劇��。因此��,切削刃會受到熱沖
發(fā)布時間:2020-01-16 點擊次數(shù):187
-
采用干式切削加工時,選定正確的機(jī)床和恰當(dāng)?shù)难b備是很重要的�����。因為速度特別快����,材料又常常較硬,干式切削加工時切削溫度很高��,機(jī)床必須剛性足�����、馬力大��。在加工中心上進(jìn)行干式切削之前�,操作者應(yīng)該盡量保持其工具伸出長度較短,主軸是處在剛度較佳的情況下���,還
發(fā)布時間:2018-08-08 點擊次數(shù):329
-
隨著干式切削速度的提高���,單位時間內(nèi)的材料切除率(切削速度��、進(jìn)給量和切削深度的乘積�,v×f×ap)增加���,切削加工時間減少�����,從而可大幅度提高加工效率��,降低加工成本���。在高速切削加工范圍內(nèi),切削力隨著切削速度的提高而減小�,根據(jù)切削速度的提高幅度����,切
發(fā)布時間:2018-07-23 點擊次數(shù):377
-
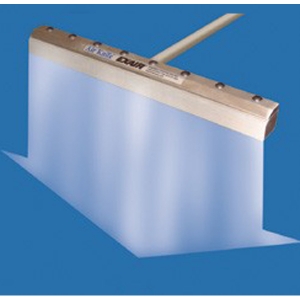
干式切削廠家認(rèn)為超級氣刀工業(yè)原理:壓縮空氣進(jìn)入風(fēng)刀后,以一面厚度僅為0.05毫米的氣流薄片高速吹出����。通過柯思達(dá)效應(yīng)原理及風(fēng)刀特殊的幾何形狀�,此薄片風(fēng)幕至大可引流30-40倍的環(huán)境空氣�,而形成一面薄薄的高強度、大氣流的沖擊風(fēng)幕����。超級氣刀工作模
發(fā)布時間:2018-07-09 點擊次數(shù):415
-
干式切削技術(shù)是為適應(yīng)全球日益高漲的環(huán)保要求和可持續(xù)發(fā)展戰(zhàn)略而發(fā)展起來的一項綠色切削加工技術(shù)。1995年干切削的科學(xué)意義被正式確立����,1997年的國際生產(chǎn)工程研究會(CIRP)年會上,德國Aachen工業(yè)大學(xué)的F.Klocke教授作了“干切削”
發(fā)布時間:2018-07-02 點擊次數(shù):393
-
高速干式切削好的涂層是氮鋁鈦現(xiàn)今��,切削液通常不再必要的重要原因是有了涂層����。它們通過抑制從切削區(qū)到刀片(刀具)的熱傳導(dǎo)來減緩溫度的沖擊。涂層的作用就象一層熱屏障�����,因為它有比刀具基體和工件材料低得多的熱傳導(dǎo)系數(shù)�����。因此�����,這些刀具吸收的熱量較少��,能
發(fā)布時間:2018-06-13 點擊次數(shù):433
-
在傳統(tǒng)的干式切削加工中�����,濕切削中的切削液占有重要的地位,但也存在著許多弊端�����。例如�����,維持一個大型的切削液系統(tǒng)需花費很多資金�,同時需要定期添加防腐劑���,更換切削液等���,因而增加了許多費用,其費用比例已占總生產(chǎn)成本的15%~17%�����,而刀具成本通常只占
發(fā)布時間:2018-05-24 點擊次數(shù):404
-
準(zhǔn)干式切削加工是通過刀具和工件的相對運動來完成材料的移除。切削時會產(chǎn)生大量的切削熱�,使刀具�、工件甚至機(jī)床的溫度升高���。為了減少刀具磨損���、降低加工部位的溫升,通常使用大量的切削液��。但是�,使用切削液作為冷卻潤滑劑會造成很多問題。首先是
發(fā)布時間:2018-04-28 點擊次數(shù):292
-
在高速干式切削加工中�,由于切削過程缺少切削液的潤滑、冷卻�、排屑等作用,相應(yīng)地會出現(xiàn)以下問題:首先���,由于缺少切削液的潤滑作用����,高速干式切削加工中的切削力會大大增加�����,刀具與工件之間的振動會加劇,從而導(dǎo)致工件加工表面質(zhì)量變差���,刀具磨損加快��,刀具使
發(fā)布時間:2018-04-27 點擊次數(shù):336
-
干式切削是為保護(hù)環(huán)境����、降低成本而有意識地不使用切削液�����,在無冷液條件下進(jìn)行切削加工的切削加工的方法��。干切削不是簡單地停止使用切削液�,而是要在停止使用切削液的同時,保證高效率���、高產(chǎn)品質(zhì)量���、高的刀具耐用度以及切削過程的可靠性����,這就需要用性能優(yōu)良的
發(fā)布時間:2018-04-24 點擊次數(shù):519
-
干式切削在齒輪加工中的作用��,關(guān)鍵在于找到一種代替冷卻和潤滑的方法�����。目前����,比較成功的干式切削法有兩種:高速干式切削和低溫冷風(fēng)切削。1����、折疊高速干式切削法該加工方法是在無冷卻、潤滑油劑的作用下�����,采用很高的切削速度進(jìn)行切削加工�。干式切削必須選用適
發(fā)布時間:2018-04-24 點擊次數(shù):314
-
在切削過程中使用切削液�����,干式切削優(yōu)點眾多�����,但一方面造成了資源和能源的巨大浪費(據(jù)德國公司的統(tǒng)計資料��,切削液使用費用占總制造成本的16%�����,而切削刀具費用僅占總制造成本的3%~4%)�����。另一方面���,切削液會對環(huán)境產(chǎn)生較嚴(yán)重的污染,甚至?xí):と私】?
發(fā)布時間:2018-01-23 點擊次數(shù):422
-
減少廢棄物主如果指減少切削液的廢液量�。各公司都在致力于切削液的效化和重復(fù)循環(huán)運用等技術(shù)的開發(fā)與應(yīng)用。在切削液長效化(長壽命化)方面���,切削液的合成化是開發(fā)的項目之一�����。由于合成切削液是以化學(xué)合成的油劑為基液來運用的���,因此��,干式切削應(yīng)充分注意
發(fā)布時間:2017-12-15 點擊次數(shù):325
-
采用干式切削加工時��,選定正確的機(jī)床和恰當(dāng)?shù)难b備是很重要的�。因為速度特別快����,材料又常常較硬,干式切削加工時切削溫度很高���,機(jī)床必須剛性足�、馬力大�。在加工中心上進(jìn)行干式切削之前,操作者應(yīng)該盡量保持其工具伸出長度較短��,主軸是處在剛度較佳的情況下,還
發(fā)布時間:2017-12-01 點擊次數(shù):302
-
干式切削在機(jī)械加工領(lǐng)域����,有各種各樣的環(huán)保技術(shù),大體上可分為節(jié)約能源�����、減少廢棄物���、確保工作環(huán)境安全�����、恬靜性三大類�����。在節(jié)約能源方面有:減少液壓管路的阻力而使切削液泵的規(guī)格減小和無液壓化等。��。通常情況下�����,工作中即使泵的額定功率很小,但它消耗的功率
發(fā)布時間:2017-11-24 點擊次數(shù):351
-
微量潤滑避免了大量切削油帶來的環(huán)境問題及后續(xù)工件的清理問題�,同時也能獲得更好的加工精度和表面質(zhì)量,干式切削既能保證高的加工效率���,還能提高切削工具的使用壽命���,降低能耗,每小時只需施加10-50ml的微量潤滑油給切削工具提供潤滑���。�。相對于切削油
發(fā)布時間:2017-11-08 點擊次數(shù):457
-
在干式切削加工中����,選擇了潤滑、冷卻和排屑性能優(yōu)良的半干式切削加工�����,霧狀切削劑供應(yīng)方式把外部混合內(nèi)部供應(yīng)方式作為研究開發(fā)的主要內(nèi)容����。外部混合方式與赫克斯公司等提倡的內(nèi)部混合方式比較,其可供應(yīng)的噴霧量少�����。。但作為技術(shù)核心的噴霧生成部分開發(fā)的自由
發(fā)布時間:2017-10-12 點擊次數(shù):430
-
高速干式切削法該加工方法是在無冷卻�����、潤滑油劑的作用下���,采用很高的切削速度進(jìn)行切削加工�����。干式切削必須選用適當(dāng)?shù)那邢鳁l件�。首先��,采用很高的切削速度����,盡量縮短刀具與工件間的接觸時間,再用壓縮空氣或其他類似的方法移去切屑���,以控制工作區(qū)域的溫度。隨著
發(fā)布時間:2017-09-28 點擊次數(shù):460
-
據(jù)估計�,如果20%的切削加工采用干式切削加工���,總的制造成本可降低1.6%。對環(huán)境無污染的綠色制造被認(rèn)為是可持續(xù)發(fā)展的現(xiàn)代制造業(yè)模式���。而在加工過程中不用任何切削液的干切削正是控制環(huán)境污染源頭的一項綠色制造工藝����,它可獲得潔凈�����、無污染的切屑����,省去
發(fā)布時間:2018-10-23 點擊次數(shù):573
-
干式切削擁有新的發(fā)展領(lǐng)域新的硬質(zhì)合金涂層方法和數(shù)控機(jī)床的使用,使圓柱齒輪制造出現(xiàn)新趨勢:無冷卻的硬質(zhì)合金刀具高速切削���。若工藝參數(shù)按較佳設(shè)置�����,可使加工時間短��,刀具壽命更長��。日本三菱公司��、美國格里森公司等都在這方面開展了卓有成效的研究�。。日本三
發(fā)布時間:2018-10-24 點擊次數(shù):534
-
高速干式切削好的涂層是氮鋁鈦現(xiàn)今�,切削液通常不再必要的重要原因是有了涂層。它們通過抑制從切削區(qū)到刀片(刀具)的熱傳導(dǎo)來減緩溫度的沖擊���。涂層的作用就象一層熱屏障�����,因為它有比刀具基體和工件材料低得多的熱傳導(dǎo)系數(shù)����。因此���,這些刀具吸收的熱量較少�����,能
發(fā)布時間:2017-09-14 點擊次數(shù):507
-
熱處理是提高和保證機(jī)械產(chǎn)品質(zhì)量及可靠性�����、提高制造業(yè)市場競爭力的重要基礎(chǔ)之一�,其行業(yè)水平的高低對制造業(yè)發(fā)展起著舉足輕重的作用�����。目前�����,我國的熱處理行業(yè)除了少數(shù)廠家外�,總體水平遠(yuǎn)不能適應(yīng)加入WTO后熱處理行業(yè)面臨的更激烈的市場競爭環(huán)境。在這其中���,
發(fā)布時間:2017-06-17 點擊次數(shù):138
-
三坐標(biāo)測量機(jī)做為一種精密的測量儀器��,如果維護(hù)及保養(yǎng)做得及時����,就能延長機(jī)器的使用壽命��,并使精度得到保障�、故障率降低。為使客戶更好地掌握和用好測量機(jī)����,現(xiàn)列出測量機(jī)簡單的維護(hù)及保養(yǎng)規(guī)程���。一.開機(jī)前的準(zhǔn)備1.
發(fā)布時間:2016-10-27 點擊次數(shù):75
-
模內(nèi)攻牙機(jī)又叫模內(nèi)攻絲機(jī),是與五金連續(xù)模具配合�����,在五金零件沖壓加工同時快速進(jìn)行螺絲孔加工的設(shè)備��。是目前五金零件先進(jìn)的螺絲孔成型工藝���,打破傳統(tǒng)加工方法��,其核心就是將傳統(tǒng)的“沖壓”和“攻絲”技術(shù)“整合”在一起在模具內(nèi)直接成型����。由于模內(nèi)攻牙有效的
發(fā)布時間:2016-07-27 點擊次數(shù):70
-
坐標(biāo)測量在現(xiàn)代工業(yè)測量中占有極其重要的地位��,體現(xiàn)了一個國家的技術(shù)發(fā)平����。電子技術(shù)的迅速發(fā)展大力促進(jìn)了精密����、超精密加工技術(shù)的發(fā)展�,而精密�、密加工對三坐標(biāo)測量機(jī)的精度提出了更高的要求。同時�����,先進(jìn)制造技術(shù)���、各種工程項目與
發(fā)布時間:2016-11-27 點擊次數(shù):58
-
三坐標(biāo)測量機(jī)根據(jù)測量要求的不同���,在機(jī)體的結(jié)構(gòu)上也有各種不同的類型?�?紤]到測量的穩(wěn)定性����,精度,測量速度以及工件固定等多種因素����,三豐的三坐標(biāo)測量機(jī)有4類代表性構(gòu)造來滿足各種測量需求�。結(jié)構(gòu)一:活動橋式三坐標(biāo)測量機(jī)由安裝在支架上垂直移動的連接桿(Z
發(fā)布時間:2016-07-27 點擊次數(shù):60
-
不銹鋼類:(焦點為)(離焦量根據(jù)板厚調(diào)整)①:焦點越上它的切割面越亮����。②:下表面掛硬渣是:焦點太上、速度太慢��、氣壓太小�。③:焦點越下它的切割面越粗糙。④:下表面掛軟渣是:焦點太下�、速度太快、氣壓過大�����、功率過高�。⑤:切不透是:焦點不對、功率
發(fā)布時間:2016-08-27 點擊次數(shù):91
-
隨著鈑金加工工藝的飛速發(fā)展��,加工工藝也是日新月異���,給鈑金加工帶來了許多革命性的理念�����。作為傳統(tǒng)的鈑金切割設(shè)備���,主要有:數(shù)控剪床沖床火焰切割等離子切割高壓水切割這些設(shè)備在市場上占有相當(dāng)大的市場份額�����,一則他們熟為人知����,二則價格便宜���,雖然他們相對于
發(fā)布時間:2016-07-27 點擊次數(shù):75
-
激光加工作為一種先進(jìn)的材料切割手段,已經(jīng)越來越為鈑金生產(chǎn)者所接受�����。隨著計算機(jī)控制技術(shù)和光學(xué)技術(shù)的不斷進(jìn)步��,人們對于其加工能力的期待也越來越高����,這種期待不僅僅是對能夠切,更是對切得好和切得快的期待�����。而能給予回答的當(dāng)然離不開加工機(jī)的性能,同時
發(fā)布時間:2016-11-16 點擊次數(shù):98
-
鈑金打孔一般常用沖床沖壓而成����,但是精度低以及毛刺多等缺點,沖床沖孔逐漸被淘汰����。隨著激光切割機(jī)的不斷發(fā)展,越來越多的企業(yè)開始應(yīng)用激光切割圓孔����,不僅切割斷面光滑,而且孔徑可以隨時更改�����,加工靈活性非常的高�。但是,激光切割圓孔并不是大家想象的很簡單
發(fā)布時間:2016-07-27 點擊次數(shù):91
-
影響激光切割加工精度的幾個重要因素:激光束通過聚焦后的光斑的大?����。杭す馐奂蟮墓獍咴叫?,激光切割加工精度越高�,特別是切縫較小����,小的光斑可達(dá)0.01mm。工作臺的走位精度決
發(fā)布時間:2016-07-27 點擊次數(shù):97
-
1��、按材料分類金屬硬度計�、橡膠硬度計、石材硬度計��、水果硬度計2�����、按名稱分類1)洛氏硬度計HR表面洛氏硬度計HR(15.30.45)(N,T)2)維氏硬度計HV3)里氏硬度計HL4)布氏硬度計HB(S)5)肖氏硬度計HS6)邵氏硬
發(fā)布時間:2016-08-04 點擊次數(shù):55
-
光譜分析儀器的透射率是影響分析結(jié)果的一項重要指標(biāo)���,它的測定對結(jié)果的準(zhǔn)確性將產(chǎn)生直接影響,因此我們總結(jié)了透射率測定的相關(guān)方法����,供大家參考。光譜儀的透射率或它的效率可用輔助單色儀裝置來測定���。在可見和近紫外實現(xiàn)這些測量沒有任何困難����。測量通過頭一個
發(fā)布時間:2016-11-19 點擊次數(shù):71
-
攻牙機(jī)是一種在機(jī)件殼體、設(shè)備端面�、螺母、法蘭盤等各種具有不同規(guī)格的通孔或盲孔的零件的孔的內(nèi)側(cè)面加工出內(nèi)螺紋�����、螺絲或叫牙扣的機(jī)械加工設(shè)備�。常見分類有以下幾種: 1.根據(jù)驅(qū)動動力種類的不同:攻牙機(jī)可以
發(fā)布時間:2016-10-27 點擊次數(shù):87